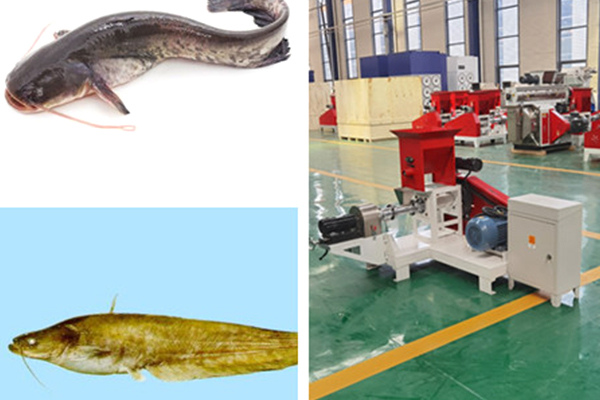
The difference between dry way and wet way fish feed exturder
2021-05-08
1.Different production processes
According to whether the material is steam quenched and tempered before entering the extruder barrel (expansion cavity), it is divided into dry expansion and wet expansion. If it is steam quenched and tempered, it is a wet working mode; otherwise, it is a dry method.
Dry puffing:
In the feed processing industry, a puffing method. According to the water content of the material itself, different proportions of water are added to mix with the material, using extrusion, friction, propulsion, instantaneous high temperature, and a series of processing techniques to quickly spray out, so as to achieve the purpose of puffing the material to improve the material’s performance. Digestion and utilization rate and reduce the bacterial content of the material.
Wet puffing:
A puffing method that requires higher material humidity during the puffing process. A puffing process that achieves the required humidity and pressure of the material by injecting a certain pressure of steam into the puffing cavity during the puffing process

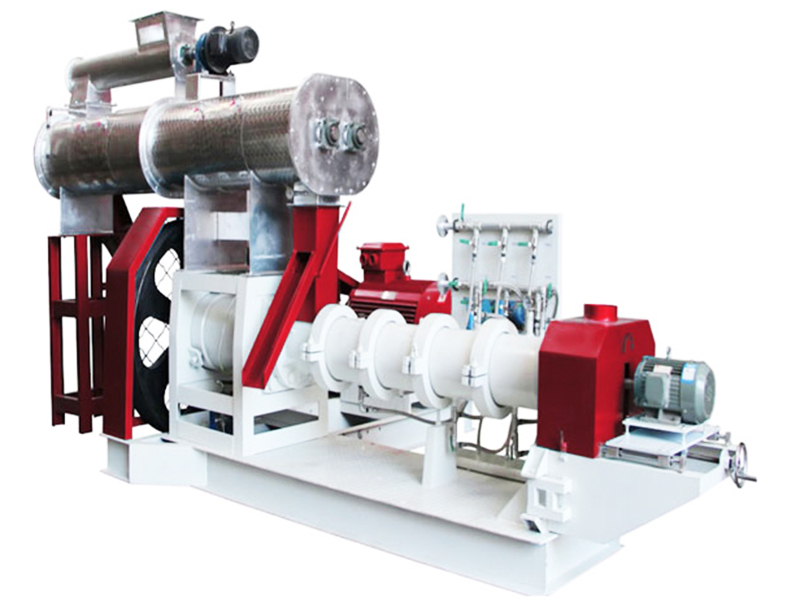
2.Different production equipment
Different production processes determine different production equipment.
Dry puffing adopts dry puffing machine: no steam conditioner, no steam, no steam generator
Wet puffing adopts a wet puffing machine: a conditioner is needed, and steam is used, so a steam generator is needed
3.Purpose of steam conditioning:
Increase the material temperature, soften and partially pre-cured materials, and add a certain amount of moisture. For most materials, wet expansion is more efficient than dry expansion. A simple analysis is made by considering only the temperature factor. If the expected maturation temperature of the material is 130°C, the extrusion part of the dry expansion screw will increase from room temperature (20°C). To reach this value, the temperature needs to be increased by 110°C. If the wet method is used for production, the temperature after quenching and tempering is 80°C, and the material temperature that needs to be raised in the screw extrusion part is 50°C. Therefore, the mechanical energy required is less than that of the dry method and more energy Can be used to increase production. In addition, due to the softening of the material, the wear on the screw and barrel will also be reduced.
Next News:
Back to List